Engineered to withstand harsh environments while adhering to rigorous FDA, LFGB, and EHEDG guidelines. Crucial assets for processing sites spanning Bioko Island and Bata.

Analysing the demand shift towards automated, sanitary-grade handling equipment under CEMAC regulations.
Equatorial Guinea, historically dominated by oil extraction, is experiencing a structural pivot. Under national diversification agendas (such as Horizonte 2035), the state is funneling substantial investment into regional agriculture, processing plants, and fisheries. Operating primarily out of the coastal zones of Malabo and Bata, industrial enterprises face unique challenges: high atmospheric humidity, corrosive marine winds, and the necessity to conform to regional CEMAC (Economic and Monetary Community of Central Africa) health standards along with global standards such as ISO 22000 and HACCP.
Within this emerging landscape, the deployment of optimized food handling tools is no longer a luxury but an infrastructure bottleneck. Substandard materials degrade swiftly under the combined effects of coastal moisture and intensive washdowns, risking batch contamination and high total cost of ownership (TCO). Our products, ranging from high-capacity SUS304 elevators to food-safe polymer contact tools, are specifically customized for local demands, ensuring long-term structural reliability and impeccable sanitization protocols.
Industrial processing operations in West Africa require raw material choices built for heavy sanitation regimens. Traditional plastics are prone to micro-fractures which trap pathogenic microorganisms like Listeria monocytogenes and Salmonella. Our custom food-grade polypropylene and SUS304/316 structures eliminate these vectors. Electropolished stainless steel ensures that surfaces are devoid of micro-crevices. Furthermore, all mobile logistics units—such as stainless steel electric pallet trucks—are equipped with sealed, washdown-ready battery enclosures and IP69K rated components to withstand high-temperature chemical sanitation.
How automation and advanced food-safe conveying systems are shaping local processing nodes.
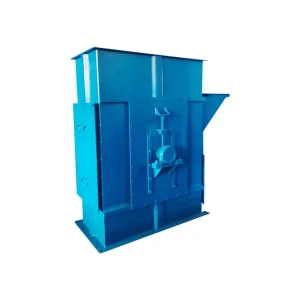
We implement closed-loop vertical elevators (Z-type and bucket elevator systems) designed to isolate dry food powders, grains, and pellets from ambient air contamination. In ports like Luba and Bata, these systems prevent cargo spoilage caused by airborne dust and humidity during transshipment processes.
With processing plants transitioning to automated Clean-in-Place (CIP) loops, we make sure that our material handling tools can withstand extreme thermal shock (ranging from -40°C in blast freezing facilities to 120°C in high-pressure sterilizers) without altering mechanical integrity or releasing toxic volatile compounds.
By using wear-resistant polymers and heavy-duty, self-lubricating roller mechanisms on food elevators and carts, our equipment drops annual maintenance overheads by up to 35% compared to standard generic equipment.
Moving toward 2030, our engineering roadmap centers on integrating IoT diagnostic modules directly onto critical conveyancing machines. Real-time vibration sensors on bucket elevators detect structural shifts and belt misalignments before mechanical failures disrupt the line, a crucial safeguard for remote manufacturing sites where spare part lead times can be complex.
Consult with our structural food safety engineers to develop localized material handling setups for Equatorial Guinea and the wider CEMAC region.
Send Inquiry NowCombining structural machinery fabrication with elite craftsmanship to deliver reliable food handling setups.
Our manufacturing capacity is backed by dual-facility centers utilizing China's Factory 4.0 industrial infrastructure. For high-volume metalworking, we utilize automated laser cutting tables, CNC pipe benders, and robotic gas tungsten arc welding (TIG) units. These systems guarantee that weld seams on all vertical elevators and transit trolleys are perfectly smooth, eliminating crevices where organic matter can gather and rot. Our automated passivation lines apply strict chemical treatments to restore the chrome-oxide protective layer on stainless steel, guaranteeing excellent rust protection in corrosive maritime zones like Bata's port.
Simultaneously, our wood craftsmanship division (Hangzhou DRS Boards Co., Ltd.) applies two decades of mastery to manufacture premium hardwood food prep boards. This woodward facility operates under strict ecological validation frameworks including the Forest Stewardship Council (FSC). Utilizing proprietary heat-treatment kilns, we bring down moisture percentages to optimal limits, preventing warp, rot, and micro-cracking during long maritime transits to West Africa. By combining large-scale heavy metal fabrication with high-quality wood processing, we provide global food giants with a comprehensive, one-stop sourcing environment for structural conveying systems and artisanal prep equipment alike.
Direct from factory sourcing with complete technical documentation, CE certificates, and customized layouts for Equatorial Guinea imports.





A global authority in high-performance hardwood fabrication, food prep solutions, and manufacturing safety compliance.
Founded in 2007, Hangzhou DRS Boards Co., Ltd. stands as an industry pioneer with nearly two decades of mastery in wood craftsmanship, delivering artisanal cutting solutions to premium kitchens worldwide.
At our core lies the production of ethically sourced, FSC-validated hardwood boards engineered through proprietary techniques for unmatched resilience and hygienic food preparation. The facility operates under global compliance frameworks covering environmental stewardship (FSC, EC/EU) and consumer safety (FDA, LFGB, REACH, BSCI).
Partnered with luxury culinary brands, we redefine kitchen essentials through sustainable innovation. Our closed-loop production system – spanning responsibly harvested timber to meticulous craftsmanship – ensures every piece embodies both ecological integrity and timeless utility.











Ensuring frictionless shipping logistics, international customs clearance, and high-quality deployment parameters.
For international supply chain managers and project procurement directors, importing food handling machinery into West Africa demands meticulous planning. The transition from factory floor to operational layout involves several critical gatekeeping processes:
Moreover, our local alignment with technicians across the CEMAC region ensures that troubleshooting, wear-parts replacement (such as food-grade conveyor belts and buckets), and commissioning support are always accessible. Our mechanical layouts are intentionally modular, allowing local facility managers to handle minor servicing requirements without needing overseas engineering visits.
Expert insights on food safety compliance, equipment configurations, and import logistics for West African enterprises.
From heavy-duty Z-type conveyors to food-safe polypropylene handling equipment, our products deliver structural longevity and uncompromising sanitary performance. Contact our sales department to receive a direct factory quotation.
Send Inquiry Now